






0102030405
La Motoro-Krankoŝaftoj de Komotashi: Detala Rigardo al la Produktada Procezo
2024-06-20 10:26:14
Enkonduko
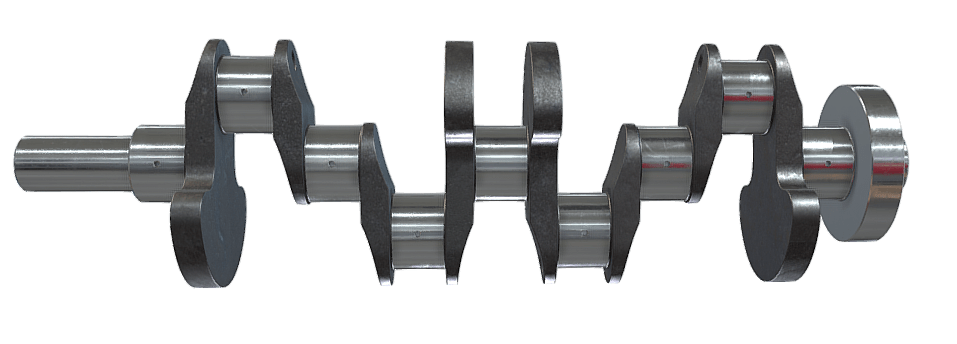
Motorkrankŝaftoj estas kritikaj komponentoj en aŭtmotoroj, konvertante la linearan moviĝon de piŝtoj en rotacian moviĝon por movi la radojn. La produktado de altkvalitaj krankoŝaftoj estas kompleksa kaj preciza procezo, kiu implikas plurajn stadiojn. Komotashi, gvidanto en aŭta inĝenierado, estas fama pro produktado de krankoŝaftoj kiuj estas tre daŭraj kaj efikaj, utiligante superajn krudaĵojn. Ĉi tiu artikolo enprofundiĝas en la paŝon post paŝo de produktado de krankoŝafto ĉe Komotashi, elstarigante la zorgeman atenton al detaloj kaj altnivelaj teknologioj implikitaj.
Paŝo 1: Materiala Elekto
La unua paŝo en produktado de altkvalita krankoŝafto estas elekti la ĝustan materialon. Komotashi metas fortan emfazon de uzado de altkvalitaj krudaĵoj. Tipe, krankoŝaftoj estas faritaj el ŝtalalojoj pro sia forto kaj fortikeco. Komotashi fontas sian ŝtalon de bonfamaj provizantoj, certigante ke ĝi plenumas striktajn kvalitajn normojn. La elektitaj ŝtalalojoj estas dizajnitaj por elteni la intensajn premojn kaj streĉojn, kiujn eltenas krankoŝaftoj dum motorfunkciado.
Paŝo 2: Forĝado
Post kiam la materialo estas elektita, la sekva paŝo estas forĝado. Forĝado implikas varmigi la ŝtalon al alta temperaturo kaj tiam formi ĝin uzante gazetaron aŭ martelon. Ĉi tiu procezo vicigas la grenstrukturon de la metalo, plibonigante ĝian forton kaj lacecreziston. Komotashi utiligas progresintajn forĝantajn teknikojn por krei malglatan formon de la krankoŝafto. Tiu komenca formado estas decida ĉar ĝi metas la fundamenton por la finaj grandeco kaj trajtoj de la krankoŝafto.
Paŝo 3: Varmotraktado
Post forĝado, la krankoŝafto spertas varmotraktadon por plu plibonigi siajn mekanikajn trajtojn. Procezoj de varmotraktado, kiel estingado kaj hardado, estas uzataj por pliigi la malmolecon kaj forton de la ŝtalo. Dum estingado, la krankoŝafto estas rapide malvarmetigita de alta temperaturo por ŝlosi en la dezirata mikrostrukturo. Moderigado tiam sekvas, implikante revarmigi la krankoŝafton al pli malalta temperaturo por redukti fragilecon kaj plifortigi fortecon. La preciza kontrolo de la parametroj de varmotraktado de Komotashi certigas, ke iliaj krankoŝaftoj atingas optimumajn rendimentajn karakterizaĵojn.
Paŝo 4: maŝinado
Kun la krankoŝafto nun en sia malglata formo kaj varmotraktita, la sekva etapo estas maŝinprilaborado. Maŝinado estas kritika paŝo kie la krankoŝafto estas precize formita kaj grandeco por plenumi precizajn specifojn. Ĉi tio implikas plurajn procezojn, inkluzive de turnado, muelado kaj muelado.
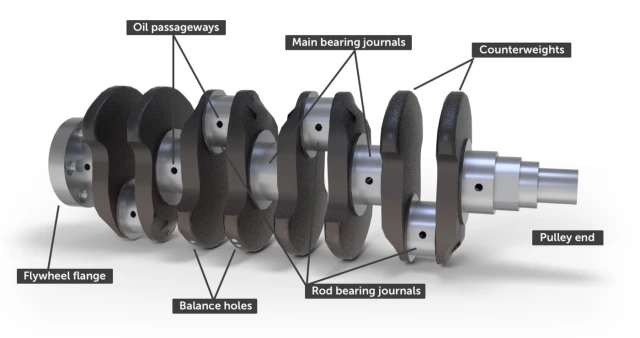
Turniĝo: La krankoŝafto estas muntita sur tornilo, kaj tranĉiloj estas uzataj por forigi troan materialon kaj krei la ĉefajn revuojn kaj krankostiftojn.
Muelado: Frezmaŝinoj estas uzataj por krei la kompleksajn geometriojn de la krankoŝafto, kiel kontraŭpeziloj kaj oleotrairejoj.
Muelanta: Finfine, muelmaŝinoj estas utiligitaj por atingi la altprecizajn surfacojn necesajn por la ĵurnaloj kaj stiftoj de la krankoŝafto. Muelado certigas, ke la surfacoj estas glataj kaj en mallozaj toleremoj, kio estas decida por redukti frikcion kaj eluziĝon dum motorfunkciado.
Komotashi uzas plej altnivelajn CNC-maŝinojn (Komputila Numera Kontrolo) por ĉi tiuj procezoj, certigante la plej altajn nivelojn de precizeco kaj ripeteblo.
Paŝo 5: Surfaca Traktado
Por plue plibonigi la fortikecon kaj efikecon de la krankoŝafto, surfacaj traktadoj estas aplikataj. Oftaj surfacaj traktadoj inkluzivas nitruradon kaj pafbrulon.
Nitrurado: Ĉi tiu procezo enkondukas nitrogenon en la surfactavolo de la krankoŝafto, formante malmolan, eluziĝon rezisteman surfacon. Nitrurado ankaŭ plibonigas lacecreziston, decidan por la altstresa medio ene de motoro.
Shot Peening: Ĉi tiu procezo implikas bombadi la surfacon de la krankoŝafto kun malgrandaj sferaj amaskomunikiloj por indukti kunpremajn stresojn. Shot peening pliigas la lacecforton de la krankoŝafto, reduktante la riskon de fendoj kaj fiaskoj.
La surfacaj traktadoj de Komotashi estas zorge kontrolitaj por certigi unuformecon kaj efikecon.
Paŝo 6: Ekvilibro
Ekvilibrata krankoŝafto estas esenca por glata motorfunkciado. Malekvilibroj povas konduki al vibroj, kiuj ne nur influas motoran rendimenton sed ankaŭ reduktas la vivdaŭron de motorkomponentoj. Komotashi uzas altnivelajn dinamikajn ekvilibrajn maŝinojn por detekti kaj korekti ajnajn malekvilibrojn en la krankoŝafto. Malgrandaj pezoj estas aldonitaj aŭ materialo estas forigita de specifaj areoj por atingi perfektan ekvilibron.
Paŝo 7: Inspektado kaj Kvalita Kontrolo
Dum la produktadprocezo, Komotashi metas fortan emfazon de kvalito-kontrolo. Ĉiu krankoŝafto spertas rigorajn inspektadojn en diversaj stadioj por certigi, ke ĝi plenumas striktajn kvalitajn normojn. Altnivelaj inspektaj teknikoj, kiel ultrasona testado kaj magneta partikla inspektado, estas uzataj por detekti ajnajn internajn aŭ surfacajn difektojn.
Ultrasona Testado: Ĉi tiu nedetrua testa metodo uzas altfrekvencajn sonondojn por detekti internajn difektojn en la krankoŝafto.
Magneta Partiklo-Inspektado: Ĉi tiu tekniko implikas magnetigi la krankoŝafton kaj apliki magnetajn partiklojn por detekti surfacajn kaj preskaŭ-surfacajn difektojn.
La engaĝiĝo de Komotashi al kvalito certigas, ke ĉiu krankoŝafto forlasanta sian instalaĵon estas libera de difektoj kaj preta por optimuma rendimento en motoro.
Konkludo
La produktado de altkvalitaj krankoŝaftoj estas kompleksa kaj preciza procezo, kiu implikas plurajn stadiojn, ĉiu decida por certigi la efikecon kaj fortikecon de la fina produkto. La dediĉo de Komotashi al uzado de altkvalitaj krudaĵoj kaj altnivelaj fabrikaj teknikoj distingas ilin kiel gvidanton en la industrio. De materiala elekto ĝis fina inspektado, la krankoŝaftoj de Komotashi enkorpigas la pinton de inĝenieristiko plejboneco, provizante fidindan kaj efikan agadon por aŭtaj motoroj.