






0102030405
Komotaşinin mühərrik krank valları: İstehsal prosesinə ətraflı baxış
2024-06-20 10:26:14
Giriş
Mühərrik krank valları avtomobil mühərriklərində vacib komponentlərdir, təkərləri idarə etmək üçün pistonların xətti hərəkətini fırlanma hərəkətinə çevirir. Yüksək keyfiyyətli krank vallarının istehsalı bir neçə mərhələni əhatə edən mürəkkəb və dəqiq bir prosesdir. Avtomobil mühəndisliyi sahəsində lider olan Komotaşi yüksək keyfiyyətli xammaldan istifadə edərək yüksək davamlı və səmərəli krank valları istehsalı ilə məşhurdur. Bu məqalə Komotashi-də krank mili istehsalının addım-addım prosesini araşdırır, detallara və qabaqcıl texnologiyalara ciddi diqqəti vurğulayır.
Addım 1: Material seçimi
Yüksək keyfiyyətli krank mili istehsalında ilk addım düzgün material seçməkdir. Komotaşi yüksək keyfiyyətli xammaldan istifadəyə böyük diqqət yetirir. Tipik olaraq, krank valları gücü və davamlılığına görə polad ərintilərindən hazırlanır. Komotaşi poladın ciddi keyfiyyət standartlarına cavab verməsini təmin edərək, nüfuzlu təchizatçılardan alır. Seçilmiş polad ərintiləri mühərrikin işləməsi zamanı krank vallarının dözdüyü sıx təzyiqlərə və gərginliklərə tab gətirmək üçün nəzərdə tutulmuşdur.
Addım 2: Döymə
Material seçildikdən sonra növbəti addım döymədir. Döymə, poladın yüksək temperatura qədər qızdırılmasını və sonra bir pres və ya çəkicdən istifadə edərək formalaşmasını nəzərdə tutur. Bu proses metalın taxıl quruluşunu bərabərləşdirir, onun gücünü və yorğunluğa qarşı müqavimətini artırır. Komotaşi krank şaftının kobud formasını yaratmaq üçün qabaqcıl döymə üsullarından istifadə edir. Bu ilkin formalaşdırma çox vacibdir, çünki o, krank şaftının son ölçüləri və xassələri üçün əsas yaradır.
Addım 3: İstilik müalicəsi
Döymədən sonra, krank mili mexaniki xüsusiyyətlərini daha da yaxşılaşdırmaq üçün istilik müalicəsinə məruz qalır. Poladın sərtliyini və möhkəmliyini artırmaq üçün söndürmə və istiləşmə kimi istilik müalicəsi prosesləri istifadə olunur. Söndürmə zamanı krank mili istənilən mikro quruluşda kilidləmək üçün yüksək temperaturdan sürətlə soyudulur. Daha sonra kövrəkliyi azaltmaq və möhkəmliyi artırmaq üçün krank mili daha aşağı temperatura qədər qızdırmaq daxildir. Komotaşinin istilik müalicəsi parametrlərinə dəqiq nəzarəti onların krank vallarının optimal işləmə xüsusiyyətlərinə nail olmasını təmin edir.
Addım 4: Emal
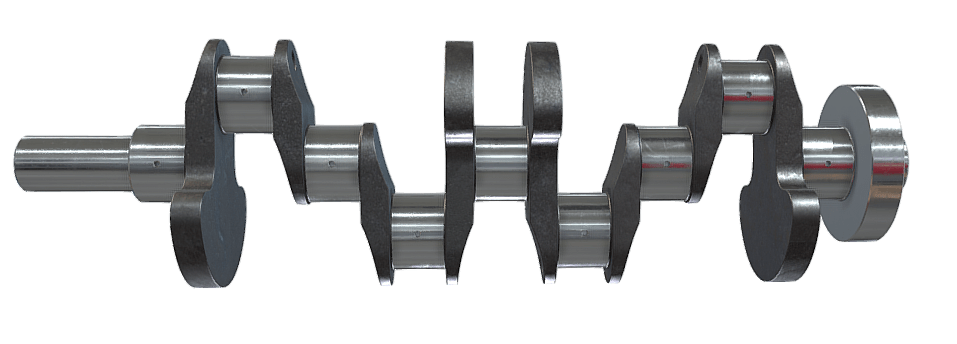
Krank mili indi kobud formadadır və istiliklə müalicə olunur, növbəti mərhələ emaldır. Krank şaftının dəqiq spesifikasiyalara cavab vermək üçün dəqiq formalaşdırıldığı və ölçüləndiyi kritik bir addımdır. Bu, dönmə, frezeleme və üyütmə daxil olmaqla bir neçə prosesi əhatə edir.
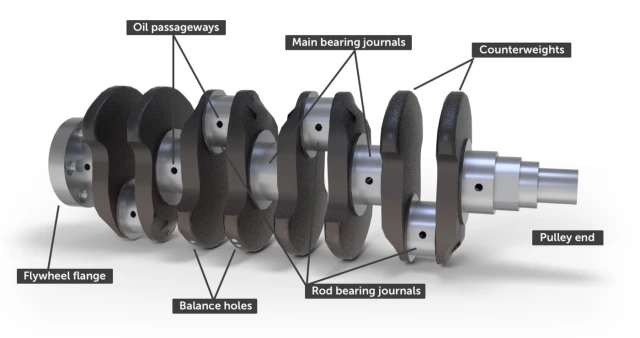
Dönmə: Krank mili torna üzərində quraşdırılır və kəsici alətlər artıq materialı çıxarmaq və əsas jurnalları və krank sancaqlarını yaratmaq üçün istifadə olunur.
Frezeleme: Freze maşınları, əks çəkilər və yağ keçidləri kimi krank şaftının mürəkkəb həndəsələrini yaratmaq üçün istifadə olunur.
Taşlama: Nəhayət, krank şaftının jurnalları və sancaqları üçün tələb olunan yüksək dəqiqlikli səthlərə nail olmaq üçün daşlama maşınları istifadə olunur. Taşlama, səthlərin hamar və sıx toleranslar daxilində olmasını təmin edir ki, bu da mühərrikin işləməsi zamanı sürtünmə və aşınmanı azaltmaq üçün çox vacibdir.
Komotaşi bu proseslər üçün ən müasir CNC (Kompüter Rəqəmsal İdarəetmə) maşınlarından istifadə edərək, ən yüksək dəqiqlik və təkrarlanma səviyyəsini təmin edir.
Addım 5: Səthin təmizlənməsi
Krank şaftının davamlılığını və performansını daha da artırmaq üçün səth müalicəsi tətbiq olunur. Ümumi səth müalicələrinə nitridləmə və ovlama daxildir.
Nitridləşmə: Bu proses azotu krank şaftının səth təbəqəsinə daxil edərək, sərt, aşınmaya davamlı bir səth əmələ gətirir. Nitridləmə həm də mühərrik daxilində yüksək gərginlik mühiti üçün vacib olan yorğunluğa qarşı müqaviməti artırır.
Atışma: Bu proses sıxılma gərginliklərinə səbəb olmaq üçün krank mili səthinin kiçik sferik mühitlə bombalanmasını əhatə edir. Atışma krank şaftının yorğunluq gücünü artırır, çatlar və nasazlıqlar riskini azaldır.
Komotaşinin səthi müalicələri vahidliyi və effektivliyi təmin etmək üçün ciddi şəkildə nəzarət edilir.
Addım 6: Balanslaşdırma
Mühərrikin hamar işləməsi üçün balanslaşdırılmış krank mili vacibdir. Balansın pozulması vibrasiyaya səbəb ola bilər ki, bu da təkcə mühərrikin işinə təsir etmir, həm də mühərrik komponentlərinin ömrünü azaldır. Komotaşi krank şaftında hər hansı balanssızlığı aşkar etmək və düzəltmək üçün qabaqcıl dinamik balanslaşdırma maşınlarından istifadə edir. Mükəmməl tarazlığa nail olmaq üçün xüsusi sahələrdən kiçik çəkilər əlavə edilir və ya material çıxarılır.
Addım 7: Yoxlama və Keyfiyyətə Nəzarət
İstehsal prosesi boyu Komotaşi keyfiyyətə nəzarətə böyük diqqət yetirir. Hər bir krank mili ciddi keyfiyyət standartlarına cavab verməsini təmin etmək üçün müxtəlif mərhələlərdə ciddi yoxlamalardan keçir. Hər hansı daxili və ya səth qüsurlarını aşkar etmək üçün ultrasəs testi və maqnit hissəciklərinin yoxlanılması kimi qabaqcıl yoxlama üsullarından istifadə olunur.
Ultrasəs Testi: Bu qeyri-dağıdıcı sınaq metodu krank şaftında daxili qüsurları aşkar etmək üçün yüksək tezlikli səs dalğalarından istifadə edir.
Maqnit hissəciklərinin yoxlanılması: Bu texnika krank mili maqnitləşdirməni və səth və səthə yaxın qüsurları aşkar etmək üçün maqnit hissəciklərinin tətbiqini əhatə edir.
Komotaşinin keyfiyyətə sadiqliyi öz qurğusundan çıxan hər bir krank mili qüsursuz və mühərrikdə optimal işləməyə hazır olmasını təmin edir.
Nəticə
Yüksək keyfiyyətli krank vallarının istehsalı son məhsulun performansını və davamlılığını təmin etmək üçün hər biri mühüm əhəmiyyət kəsb edən bir neçə mərhələni əhatə edən mürəkkəb və dəqiq bir prosesdir. Komotaşinin yüksək səviyyəli xammaldan və qabaqcıl istehsal texnikalarından istifadə etməyə sadiqliyi onları sənayedə lider kimi fərqləndirir. Material seçimindən yekun yoxlamaya qədər Komotaşinin krank valları avtomobil mühərrikləri üçün etibarlı və səmərəli performans təmin edən mühəndislik mükəmməlliyinin zirvəsini təcəssüm etdirir.